

Lower distortion case 1
I want to quench a thin super long pipe with induction hardening while suppressing distortion.
 The product was an electric resistance welded tube of 1.6 mm in plate thickness and Ф125 x 6,000 mm in size.
The product was an electric resistance welded tube of 1.6 mm in plate thickness and Ф125 x 6,000 mm in size.
Consulted about the selection of materials, we could achieve a low distortion of less than 3 mm at quenching. We can quench the center up to 10 m in length if the product is a shaft within Ф200 in diameter and has a straight outside diameter.
Lower distortion case 2
I want to quench long shafts with small diameter without too much distortion.
 There are several methods depending on the material used. For example, we can treat structural carbon steel products of Ф2 to 6 mm x 500 to 2,000 mm in size. We can suppress the distortion within 0.2 mm, which is within the tolerance of centerless grinding.
There are several methods depending on the material used. For example, we can treat structural carbon steel products of Ф2 to 6 mm x 500 to 2,000 mm in size. We can suppress the distortion within 0.2 mm, which is within the tolerance of centerless grinding.
(* In case of Ф6 mm x 2,000 mm. Measured at 500 mm pitch.)
For Ф4 mm and above, it is possible to create a difference between the surface hardness and the internal hardness.
Lower distortion case 3
I was carburizing a camshaft but it bent at a narrow part.
 It is possible to carburize without bending at the narrow part. (Refer to the drawing)
It is possible to carburize without bending at the narrow part. (Refer to the drawing)
With a composite heat treatment, we succeeded in reducing the bending from 0.3 mm to 0.05 mm.
Lower distortion case 4
Quenching has deformed leaf springs too much to be corrected.
Practically, it is impossible to correct distortion on leaf springs, so we changed the heat treatment method from oil quenching to salt bath quenching, and succeeded in reducing the distortion.
Lower distortion case 5
I am treating long pieces with gas soft nitriding in all-case-type batch furnace but they have too much distortion.
 We assume the distortion is amplified because the pieces are laid down and treated.
We assume the distortion is amplified because the pieces are laid down and treated.
At Heat Treatment Solution, we can achieve low distortion by hanging long pieces vertically (up to 1 m in length) in a pit furnace.
Lower distortion case 6
I want to reduce the distortion of a long piece by full quenching.
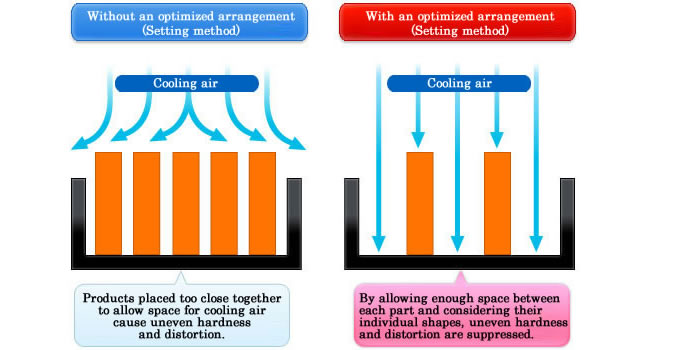
In general, a heat treatment furnace is filled with products to maintain a high filling rate.
However, at Metal Heat Treatment Solution, accuracy and quality are considered more important than the filling rate, so we set products optimally inside a furnace depending on the material used and the shape of the products. (Vertical setting and various other jigs are used.)Moreover, we can subdue the hardness defect and distortion both by adjusting treatment temperature and duration and by controlling pressure.
At Metal Heat Treatment Solution, we can lower the filling rate without delaying the delivery because we own many units of heat treatment equipment.
Also, less distortion after heat treatment means less correction and finishing process as well, so it will lead to decreased costs for the customers.
Lower distortion case 7
Sometimes an induction hardened mold's angular pins become distorted and require post-processing.
In this case, distortion could not be reduced with induction hardening. So, after discussing with the customer, we changed the heat treatment method to full quenching and succeeded in reducing the distortion.
Lower distortion case 8
There is strong distortion in a long piece.
A certain construction machinery parts manufacturer inquired about this problem. The customer had been carburizing shafts (Ф50 x 670) in a batch furnace, but had distortion of over 1 mm. The requirement was to create a carburized layer thick enough to allow a polishing process afterwards, but that created problems of delivery, cost and low workability at the latter process. We changed the furnace to a pit type to treat them vertically and also changed the cooling method to a salt bath method in order to suppress the distortion of the long piece. In addition, we have reviewed the ways to set the shafts on jigs and successfully reduced the distortion to 0.3 mm.
By reducing the distortion from 1 mm to 0.3 mm, we could also reduce the steps in the polishing process and carburizing time.


For details of equipment specifications, please refer to the "Equipment" section in "Heat Treatment technology of the Solution" page.
Heat treatment method
We own various equipment including vacuum heat treatment, salt bath heat treatment, carburizing heat treatment, induction hardening, nitriding heat treatment, etc.
We also own various testing instruments, such as sub-zero equipment, various hardness testers, metallographic examination equipment and coercive force meters.